Views: 0 Author: Site Editor Publish Time: 2026-04-30 Origin: Site








In a multi-cavity bottle cap mold, insert accuracy is not only about meeting a drawing dimension. It directly affects sealing stability, cavity-to-cavity consistency, insert interchangeability, and long-term mold performance.
For bottle cap manufacturers, a small deviation in a mold insert can become a repeated production issue. It may show up as unstable sealing, uneven wall thickness, local flash, eccentric molded caps, inconsistent thread feel, or extra fitting work during mold maintenance.

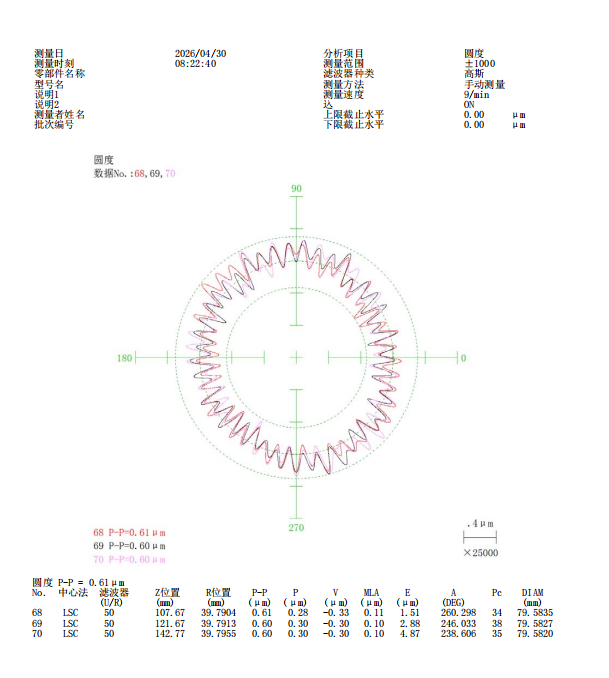
This short video gives a quick visual overview of the precision mold inserts and the measurement logic behind micro-level roundness control. For buyers, the key point is simple: precision should be proven by inspection data, not only described in words.
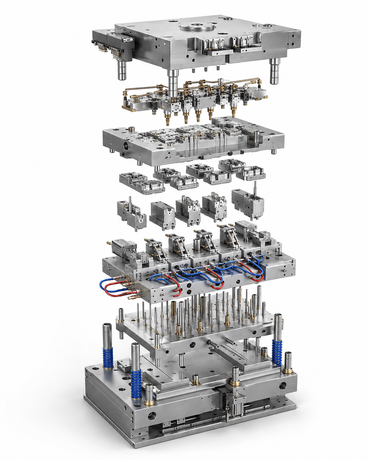
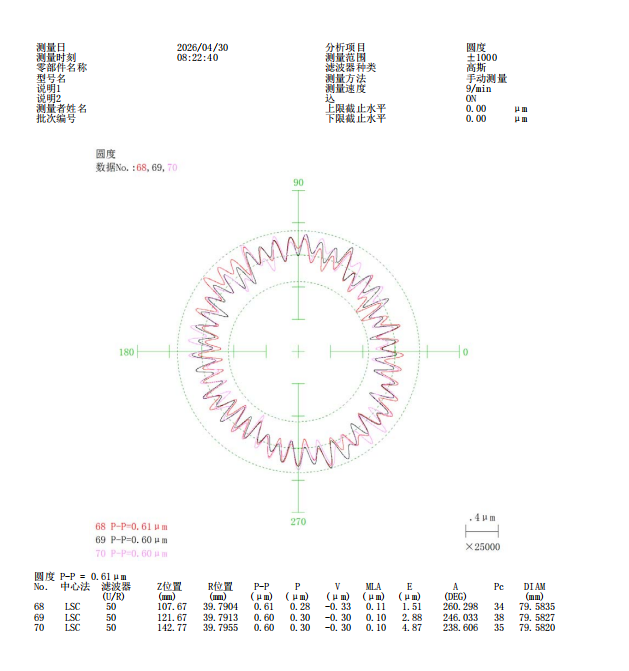
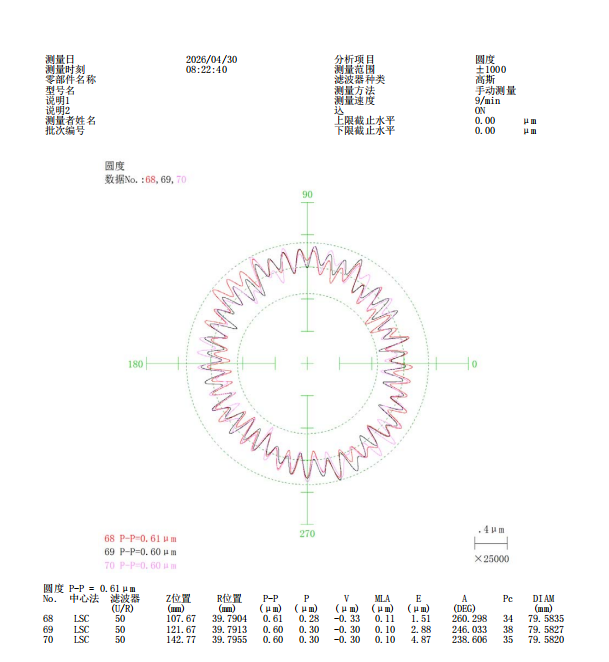
That is why roundness and cylindricity control matter in high-precision injection mold components. In this measured case, a precision mold insert used for a multi-cavity bottle cap injection mold was inspected after inner and outer diameter machining. The measured roundness reached approximately 0.60–0.61 μm, and the measured cylindricity reached approximately 1.32 μm, verified by a Japanese roundness and cylindricity measuring instrument.
For buyers comparing high-precision mold inserts, core pins, sleeves, and replacement components, SENLAN’s custom precision mold components page provides a broader view of the parts we support for injection mold applications.
Micro-level roundness control in bottle cap mold inserts helps reduce production risks such as:
In multi-cavity bottle cap molds, roundness control is not only a machining target. It is part of production risk control.
The inspected mold insert was measured after inner and outer diameter machining. The results show stable circular profile control and strong cylindrical surface consistency along the working height.
| Inspection Item | Measured Result | Typical High-Precision Reference | Why It Matters |
|---|---|---|---|
| Roundness | 0.60–0.61 μm | < 2.0 μm | Indicates excellent circular profile control after inner and outer diameter machining. |
| Cylindricity | 1.32 μm | < 3.0 μm | Confirms cylindrical surface stability along the working height. |
| Inspection Method | Japanese roundness / cylindricity measuring instrument | Professional precision metrology | Provides measurable evidence instead of verbal precision claims. |
| Application | Multi-cavity bottle cap mold insert | High-cavity cap mold production | Supports sealing stability, insert interchangeability, and cavity-to-cavity consistency. |
The following inspection reports and video support the measured results. This section is designed for buyers who need more than a general precision claim — they need visible evidence, measurable data, and a clear connection between inspection results and production stability.
This second video is placed after the inspection evidence because it helps connect the measured numbers with the real production value: better sealing consistency, lower flash risk, improved cavity-to-cavity repeatability, and more reliable insert replacement.
The roundness result of approximately 0.60–0.61 μm shows that the circular profile after machining is highly stable. The cylindricity result of approximately 1.32 μm further confirms that the cylindrical surface remains consistent along the part height.
0.60 μm roundness is not just a number. It is part of the foundation for stable bottle cap sealing, consistent cavities, and reliable mold maintenance.
Bottle caps are circular parts, but their performance is not only about the outer shape. The mold insert controls key forming areas that affect sealing, thread behavior, fit, and wall distribution.
If the insert roundness is unstable, the molded cap may also become unstable. Common production issues include:
For a multi-cavity mold, these problems become more serious because one unstable cavity can create repeated defects across large production volumes.
A multi-cavity bottle cap mold is only as stable as the fit-critical inserts inside it.
The customer problem: In multi-cavity bottle cap molds, buyers often worry that some cavities produce acceptable caps while others create slightly different results. Even small insert variation can lead to different sealing behavior, wall thickness, or thread feel between cavities.
How micro-level roundness helps: When the inner and outer cylindrical surfaces are controlled at the micro level, each insert is more likely to maintain the intended circular geometry and functional fit. This helps reduce cavity-to-cavity variation in molded bottle caps.
Customer value: Better insert consistency supports more stable multi-cavity production, fewer cavity-specific defects, easier troubleshooting during trial, and better repeatability in long-run molding.
The customer problem: Bottle cap sealing depends on stable circular contact. If the mold insert is not round enough, the molded cap may have uneven sealing pressure around the circumference.
This may lead to:
How micro-level roundness helps: A measured roundness of approximately 0.60–0.61 μm helps maintain a more uniform circular molding surface. This can support better cap sealing consistency in the final molded product.
Customer value: For bottle cap manufacturers, this helps reduce leakage risk and supports more reliable cap performance in production.
The customer problem: If the inner and outer diameters of a mold insert are not controlled properly, the molded bottle cap may show eccentricity or uneven wall thickness. This may not always be obvious in the first sample, but it can affect assembly, sealing, and product appearance during production.
How micro-level roundness helps: By verifying the insert with roundness and cylindricity measurement, the supplier can check whether the cylindrical geometry remains stable before mold assembly.
Customer value: This helps reduce eccentric molded caps, unstable wall thickness, uneven shrinkage behavior, and downstream assembly issues.
The customer problem: For threaded bottle caps, customers care about how the cap opens and closes. If some cavities produce caps that feel tighter while others feel looser, the problem may come from unstable thread-related mold components or poor circular reference control.
How micro-level roundness helps: Precision inner and outer diameter machining helps maintain a stable reference for thread-related areas. When the insert geometry is consistent, the molded cap is more likely to maintain stable thread engagement and closing feel.
Customer value: This supports more consistent closing torque, smoother user experience, fewer complaints about tight or loose caps, and better cavity-to-cavity thread stability.
The customer problem: Flash is one of the most common complaints in cap mold production. In multi-cavity molds, local insert mismatch or unstable circular contact may create small gaps that lead to flash.
How micro-level roundness helps: High roundness and cylindricity control help improve the stability of circular fitting and shut-off areas. This does not replace correct mold design, venting, or clamping balance, but it reduces one important source of local mismatch.
Customer value: Better insert accuracy can help reduce flash risk and shorten troubleshooting time during mold trial.
The customer problem: If a mold insert has poor roundness or cylindricity, certain areas may experience uneven contact or localized stress during repeated production. Over time, this can lead to uneven wear.
How micro-level roundness helps: A stable cylindrical surface helps distribute contact more evenly. For high-speed bottle cap molding, this supports more predictable wear behavior.
Customer value: Customers benefit from more stable long-run production, reduced unexpected maintenance, better mold life predictability, and fewer cavity-specific wear issues.
The customer problem: In long-run bottle cap production, inserts may need to be replaced due to wear, damage, or design adjustment. Customers do not want replacement parts that require repeated bench fitting after arrival.
How micro-level roundness helps: Better control of roundness, cylindricity, and inner / outer diameter relationships supports improved insert interchangeability.
Customer value: This helps reduce mold downtime, manual fitting work, replacement uncertainty, and the risk of changing the molding result after maintenance.
Insert interchangeability is especially important for overseas buyers, where mold downtime and repeated correction can create high hidden costs.
The customer problem: If critical insert geometry is not verified before assembly, problems may only appear during T0 or T1 mold trial. This can lead to repeated correction, delay, and uncertainty.
How micro-level roundness helps: Roundness and cylindricity inspection provides measurable evidence before assembly. It allows the supplier and buyer to confirm that critical circular features are already controlled.
Customer value: This helps reduce trial adjustment risk and makes mold debugging more efficient.
This type of micro-level roundness control depends on a complete precision manufacturing route, not one machine alone. The key is to control both machining accuracy and the functional relationship between inner and outer circular surfaces.
At SENLAN, this capability is supported by high-precision equipment and process experience, including MAKINO machining centers, HARDINGE CNC turning, precision grinding, polishing, and inspection control. For round components used in bottle cap molds, the goal is not only to machine the diameter, but to control roundness, cylindricity, concentricity, and repeatability as one system.
For a broader look at our machining and inspection foundation, including CNC, EDM, grinding, polishing, and ZEISS CMM verification, see our precision machining and inspection capabilities.
Many suppliers say they can make high-precision mold inserts. But for bottle cap manufacturers, a verbal claim is not enough.
Useful evidence includes:
In this case, the measured roundness and cylindricity data, together with visual inspection videos, provide direct proof of the insert’s machining stability after inner and outer diameter processing.
Precision is not a slogan. It should be measured, recorded, and proven.
Bottle cap molds often run at high speed and high volume. A small insert issue can quickly become a repeated production problem.
For multi-cavity cap molds, micro-level insert control helps support:
This is why precision mold inserts should be treated as production-critical components, not simple machined parts.
For more context on where these components are used, review our bottle cap, medical, and packaging mold applications.
Before approving mold inserts for a multi-cavity bottle cap mold, buyers should ask:
For multi-cavity bottle cap molds, precision insert machining is not only about dimensional accuracy. It is about keeping every cavity stable, interchangeable, and production-ready.
In this measured case, roundness reached approximately 0.60–0.61 μm, and cylindricity reached approximately 1.32 μm after inner and outer diameter machining.
That level of control helps support better sealing consistency, lower flash risk, improved cavity-to-cavity repeatability, and more reliable mold maintenance.
0.60 μm roundness is not just a number — it is part of the foundation for stable bottle cap production.
Is your current production suffering from inconsistent sealing, flash, cavity variation, or replacement insert fitting issues?
Do not settle for verbal claims of precision. Share your drawings, samples, or current production problems with our technical team. We can review the critical roundness, cylindricity, and insert interchangeability requirements for your multi-cavity bottle cap mold project.
Contact SENLAN for a precision mold insert review
Roundness affects how stable the circular molding surface is. In bottle cap molds, poor roundness can lead to eccentric caps, uneven sealing pressure, wall thickness variation, or unstable thread behavior.
In this measured case, 0.60–0.61 μm roundness means the circular profile deviation after machining was extremely small. This helps support stable insert fit, cavity consistency, and molded cap performance.
Cylindricity shows how stable the cylindrical surface remains along its height. Good cylindricity helps reduce uneven contact, eccentricity, and instability in the molded bottle cap.
Yes. Roundness control can support more uniform circular sealing surfaces, which helps reduce one possible cause of leakage. However, final sealing performance also depends on mold design, cap geometry, resin, process conditions, and matching parts.
Inspection data gives buyers measurable proof of machining quality. For multi-cavity bottle cap molds, roundness, cylindricity, and dimensional reports help reduce risk before mold assembly and trial.
Inspection videos help buyers understand the real component, measurement process, and production meaning behind the data. They are especially useful when evaluating overseas suppliers for fit-critical mold components.
#BottleCapMoldInserts #MultiCavityBottleCapMold #PrecisionMoldInserts #HighPrecisionInjectionMoldComponents #RoundnessControl #CylindricityMeasurement #BottleCapMold #InjectionMoldComponents #PrecisionMachining #MoldInsertInterchangeability #CapSealingConsistency #CavityToCavityConsistency #MedicalAndCosmeticMoldInserts #InterchangeableMoldParts